氬弧焊機(jī)只能設(shè)置電流。
而電壓是由電弧長度決定的,也就是鎢極與工件之間的距離。
電流決定熔深,電壓決定熔寬。要想調(diào)工作電壓范圍,只能調(diào)節(jié)電弧長度。
電弧長度,是空氣電離產(chǎn)生燃燒的長度。比如雷電產(chǎn)生的閃電長度;電焊產(chǎn)生弧光的長短。
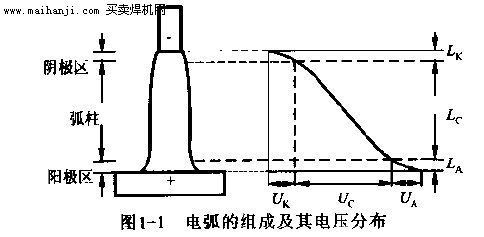
電弧結(jié)構(gòu):
?1、弧柱區(qū)
??? 弧柱區(qū)呈電中性,它是由分子、原子、受激的原子、正離子、負(fù)離子及電子所組成,其中帶正電荷的離子與帶負(fù)電荷的離子幾乎相等,所以又稱為等離子體。帶電的粒子在等離子休中定向移動,基本上不消耗能量,所以才能夠在低電壓條件下,傳輸大電流。傳輸電流的主要帶電粒子是電子,大約占帶電粒子總數(shù)的99.9%,其余為正離子。
??? 因?yàn)殛帢O區(qū)和陽極區(qū)的長度極短,所以可以認(rèn)為弧柱區(qū)長度為電弧長度。弧柱區(qū)的電場強(qiáng)度較低,通常只有5-10V/cm。
??? 2、陰極區(qū)
" />
無法調(diào)節(jié)。
氬弧焊機(jī)只能設(shè)置電流。
而電壓是由電弧長度決定的,也就是鎢極與工件之間的距離。
電流決定熔深,電壓決定熔寬。要想調(diào)工作電壓范圍,只能調(diào)節(jié)電弧長度。
電弧長度,是空氣電離產(chǎn)生燃燒的長度。比如雷電產(chǎn)生的閃電長度;電焊產(chǎn)生弧光的長短。
電弧結(jié)構(gòu):
?1、弧柱區(qū)
??? 弧柱區(qū)呈電中性,它是由分子、原子、受激的原子、正離子、負(fù)離子及電子所組成,其中帶正電荷的離子與帶負(fù)電荷的離子幾乎相等,所以又稱為等離子體。帶電的粒子在等離子休中定向移動,基本上不消耗能量,所以才能夠在低電壓條件下,傳輸大電流。傳輸電流的主要帶電粒子是電子,大約占帶電粒子總數(shù)的99.9%,其余為正離子。
??? 因?yàn)殛帢O區(qū)和陽極區(qū)的長度極短,所以可以認(rèn)為弧柱區(qū)長度為電弧長度。弧柱區(qū)的電場強(qiáng)度較低,通常只有5-10V/cm。
??? 2、陰極區(qū)
沒有普通氬弧焊。最常見的就是直流鎢極氬弧焊。 直流氬弧焊可以反接(焊槍接正極﹢,地線接負(fù)極‐)焊鋁。 鋁與氧的親和力較強(qiáng),常溫下即可出現(xiàn)氧化。在焊接高溫過程中鋁液表面極易生成氧化膜, 通常采用交流鎢極氬弧焊機(jī)焊接,交流電具有陰極破碎功能,破催氧化膜。 當(dāng)采用直流反接時,鎢極受到電子高速沖擊負(fù)極的熔池。同樣具有去除氧化膜的作用。但是缺點(diǎn)是:鎢極受熱溫度高,耗損快,使用壽命短。
1、可以直接接上氬弧焊槍,當(dāng)然得把氣路接上,電流調(diào)到想要位置,劃察起弧(就是接觸短路起弧),直接焊接便可 2、注意:焊槍接負(fù)極
對于優(yōu)秀次接觸氬弧焊送絲機(jī)的用戶來說,怎樣才能選購到一臺好用的送絲機(jī),很是迷茫,下面我介紹下相關(guān)知識: (1)送絲力度。有些廠家用的那種便宜質(zhì)量差的電機(jī)和調(diào)整系統(tǒng)低速送絲時力氣不夠。調(diào)速到1.5電機(jī)就不動了,在測試時要選擇調(diào)到0.1電機(jī)也會送絲,低速送絲仍然很穩(wěn)定的那種,這點(diǎn)在焊接薄板時是很重要的,薄板是需要慢速送絲的,送快了絲來不及溶化。 (2)要選那種四輪雙驅(qū)動高精密送絲機(jī)構(gòu),并且焊絲要在封閉狀態(tài)下送絲。因?yàn)楹附z盤裸露在外面,灰塵或其他污物容易隨著焊絲進(jìn)入送絲輪的槽口,容易造成焊絲打滑。 (3)調(diào)節(jié)參數(shù)精準(zhǔn)。有的送絲機(jī)靠旋紐來調(diào),并不精準(zhǔn)。如要調(diào)時間,旋紐上的1并不表明是1秒,沒有實(shí)質(zhì)的意義,很多時候只需要0.0幾秒時,旋紐很難調(diào)準(zhǔn)。要選用各種時間調(diào)節(jié)能精確到0.01秒送絲機(jī)。調(diào)到0.01,就代表0.01秒。這樣送絲時調(diào)機(jī)更精準(zhǔn),更快更方便! (4)不粘工件。要選有停止送焊絲時,再延時收弧功能、延時收弧時間可調(diào)的自動送絲機(jī)。其他廠電路板技術(shù)是停絲的同時滅弧回抽,停絲時雖然有防粘絲自動反抽功能,但是絲沒有完全溶斷掉,哪怕將回
基值電流是你機(jī)器的基本電流,它在脈沖焊接的時候用的,如果不用,你就把它開到很大。(這時,你只需要調(diào)節(jié)電流旋鈕那個來控制電流的大小就可以了) 脈沖占空比:是在脈沖焊接的時候才用的,它是影響你焊接時候的熱影響區(qū)域的寬度 脈沖頻率:是在脈沖焊接的時候才用的,它是影響焊疤上魚磷文的多少 脈沖電流:實(shí)際就是脈沖幅度,它是影響熔池的深度的。 滯后關(guān)氣時間:是氬氣延后關(guān)氣的一個設(shè)置。一般調(diào)到4就可以了。 你如果只是簡單的焊接,你就把脈沖占空比,脈沖頻率,脈沖電流扭到最小,就可以了, 希望可以幫到你
1、焊鋁首先要打到交流檔,其后就是調(diào)節(jié)電流旋鈕,根據(jù)板的厚度來決定調(diào)大還是調(diào)小,然后要脈沖的話,就調(diào)節(jié)脈沖的旋鈕,其它的旋鈕可以不用。2、氬弧焊即鎢極惰性氣體保護(hù)弧焊,指用工業(yè)鎢或活性鎢作不熔化電極,惰性氣體(氬氣)作保護(hù)的焊接方法,簡稱TIG。3、鋁合金材料,強(qiáng)度高和質(zhì)量輕量。主要焊接工藝為手工MIG焊(熔化極惰性氣體保護(hù)焊)和自動MIG焊,其母材、焊絲、保護(hù)氣體、焊接設(shè)備。
脈沖的作用是控制輸入能量。可以改變脈沖的電流電壓配比來達(dá)到控制焊縫寬度及熔深的目的。由于能控制能量的輸入,焊接很薄的不銹鋼不容易燒穿。如果你焊接的是大于1mm的不銹鋼,可以直接買不帶脈沖的,其實(shí)帶脈沖的也貴不了多少,為了方便,還是買帶脈沖的吧 。一樓說的是交流方波,是不一樣的機(jī)器。那種機(jī)器一般叫WSE而帶脈沖的一般叫做WSM不帶脈沖的叫做WS我都是說的國家標(biāo)準(zhǔn)名稱,個別企業(yè)可能叫做TIG
十大品牌網(wǎng),專為用戶提供全球口碑產(chǎn)品,十大品牌 Copyright ? 2018-2022 All Rights Reserved. 十大品牌網(wǎng)網(wǎng) 蜀ICP備2021029159號-3
